
Einführung in die Elektrotauchlackierung
1. Einleitung
Durch ökologische Einsichten und teils gesetzgeberische Zwänge bedingt, geht der Entwicklungstrend eindeutig in Richtung umweltverträglicher, schadstoffreier und emissionsarmer Lacke und Lackierverfahren.
Bereits Mitte der sechziger Jahre erkannte man bei der Einführung der anodischen Elektrotauchlackierung (ATL), die enormen Vorteile dieses Beschichtungsverfahrens. In der Elektrotauchlack-Technologie sind die Voraussetzungen für eine umweltfreundliche, wirtschaftliche Beschichtungstechnologie mit hohem Automatisierungsgrad in idealer Weise geschaffen. Sie vereinigt die Vorteile der gleichmäßigen und definierten Schichtdicken, läuferfreien Oberflächen, sichereren Hohlraumbeschichtung und einer guten Kantenbedeckung.
Eine herausragende Bedeutung erhielt die Elektrotauchlackierung (ETL) als es Polymerchemikern gelang, Mitte der siebziger Jahre wässerige Systeme von kathodisch abscheidbaren Harzen in ausreichender Quantität und Qualität herzustellen. Besonderheit bei den kathodisch abscheidbaren Filmbildnern sind die hervorragenden Korrosionsschutzeigenschaften, die von den anodischen Systemen nicht annähernd erreicht wurden. Diese und zahlreiche weitere Verbesserungen wie z.B. exzellentes Umgriffsverhalten waren ausschlaggebend für die rasante Realisierung der KTL. Bereits Ende 1980 waren beispielsweise 90 % der ETL-Becken in den USA und 40 % in Japan und Europa umgestellt. Heute spielt die anodische ETL nur noch eine untergeordnete Rolle.
Als Bindemittel werden in der KTL z.B. Acrylate und hauptsächlich Epoxid-Amin-Addukte eingesetzt. Vorzugsweise werden Epoxidharz-Aminaddukte in Kombination mit blockierten Isocyanatvernetzern eingesetzt. Die Aminogruppen des Amin-Adduktes werden durch Protonierung mit organischen Säuren (z.B. Essigsäure) und anorganischen Säuren in polare hydrophile Gruppen überführt. Diese ermöglichen eine optimale Wasserdispergierbarkeit. Waren zu Beginn der achtziger Jahre noch Cosolvens-Gehalte (org. Lösungsmittel) von zehn bis zwanzig Prozent für eine optimale Applikation notwendig, so sind insbesondere durch die Selbstverpflichtung der Lackindustrie und durch strengere staatliche Auflagen (TA-Luft1)) in Bezug auf flüchtige organische Verbindungen heute kaum noch Tauchlacksysteme auf dem Markt, die mehr als drei Prozent organische Löse- und Neutralisationsmittel benötigen.
Diese Vorschriften, aber auch das verstärkte Streben der Lackverarbeiter nach umweltverträglicheren Lacken führten zur Entwicklung von Tauch-grundierungen, die auf toxische Stoffe wie bleihaltige und chromhaltige Verbindungen verzichten. Außerdem konnten durch gezielte Syntheseforschung Isocyanatenvernetzer entwickelt werden, die aufgrund eines deutlich reduzierten Dampfdruckes das mögliche Gefährdungspotential weiter verminderten.
Bei der konventionellen Umsetzung der Isocyanatfunktionen mit H-aciden Verbindungen (z.B. Verkappungsalkohol), erhält man blockierte 1 K-Isocyanatsysteme. Während des Einbrennprozesses wird das Blockierungsmittel wieder abgespalten und durch Verdunsten aus dem Reaktionsgleichgewicht entfernt. Die Isocyanatfunktionen reagieren mit den funktionellen Gruppen des Komplementärharzes (Epoxid-Amin-Addukt) unter Ausbildung eines räumlich vernetzten Systems (Polyurethan/Polyharnstoff).
Polyurethansysteme besitzen optimale Chemikalien-, Lösemittel-, Abriebbeständigkeiten usw..
Große Bedeutung haben die aromatischen blockierten Isocyanatvernetzer (TDI2)/MDI3)-Derivate) in Kombination mit Epoxid-Amin-Addukten, da sie einen hervorragenden Korrosionsschutz aufweisen und in Abhängigkeit von dem Blockierungsmittel bereits bei niedrigen Temperaturen deblockieren. Dieses erweckte bereits am Anfang der Entwicklung derartiger Vernetzersysteme großes Interesse, da KTL-Verarbeiter Vorteile im Bereich erniedrigter Einbrenntemperaturen bzw. höhere Produktionsgeschwindigkeiten bei gleichen Einbrennbedingungen erreichen können. Insbesondere auf dem größten Absatzmarkt für die KTL, der Automobilindustrie, ergeben sich große Möglichkeiten für ein sogenanntes „low-bake“ System, mit Einbrenntemperaturen von 130°C-140°C. Im Automobilbau werden aus Kostengründen zunehmend thermoplastische Kunststoffe eingesetzt, die allerdings bei hohen Temperaturen keine entsprechenden Wärmebeständigkeiten aufweisen.
Theoretische Grundlagen
2. Einführung in die ETL-Technologie
2.1 Grundlagen
Das Grundprinzip des Elektrotauchlackierens besteht darin, wasserlösliche Bindemittel an der Oberfläche des als Elektrode geschalteten Lackierobjekts auszufällen und einen geschlossenen, haftenden Lackfilm zu erzeugen.
Man unterscheidet zwischen anodischer und kathodischer Elektrotauchlackierung. Wegen der untergeordneten Bedeutung der ATL, wird an dieser Stelle nur die KTL exemplarisch geschildert.
Alle Elektrotauchlacke sind wasserlöslich (Dispersionen von Bindemitteln und Pigmenten in VE-Wasser) mit nur geringen Konzentrationen an organischen Lösemitteln.
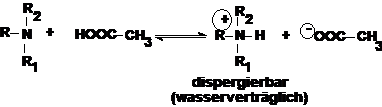
Erreicht wird die Wasserlöslichkeit der Filmbildner durch polare hydrophile Gruppen. Bei den KTL-Filmbildnern wird die Hydrophilie durch protonierbare Aminogruppen erreicht. Die Protonierung wird mit Hilfe von organischen Säuren wie z.B. Essigsäure oder Milchsäure durchgeführt (Gl.1).
Gl.1: „Lösungs“-reaktion eines KTL-Bindemittels
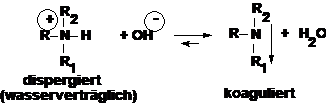
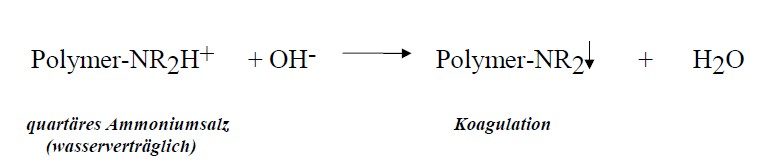
Die Lösereaktion des KTL-Bindemittels ist ein reversibler Vorgang, der durch Zufuhr von OH- -Ionen den gelösten Filmbildner wieder ausfällt (Gl.2).
Gl. 2: Abscheidereaktion eines KTL-Bindemittels
Prinzip der KTL ist es somit, im unmittelbaren Bereich des Lackierobjektes ein alkalisches Milieu zu erzeugen. Der in der Elektrotauchlacktechnologie genutzte physikochemische Prozess ist die Elektrolyse des Wassers.
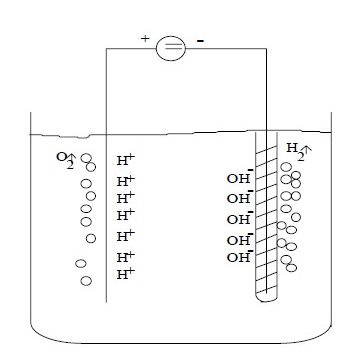
Legt man an zwei in Wasser eintauchende Elektroden eine Gleichspannung ausreichender Stärke, so werden an der Anode durch Elektronenabgabe Wassermoleküle zu Wasserstoffionen und Sauerstoff oxidiert. An der Kathode tritt durch Elektronenaufnahme Wasserstoffbildung unter gleichzeitiger Entstehung von Hydroxylionen ein (Gl.3, Abb.Nr.1). Die während des Stromflusses permanent an den Elektroden sich bildenden Wasserstoff- und Hydroxylionen führen zu einer Inhomogenisierung des pH-Wertes, so dass im Bereich der Kathode kationische Polymere zur Koagulation gebracht werden können.
Gl.3:
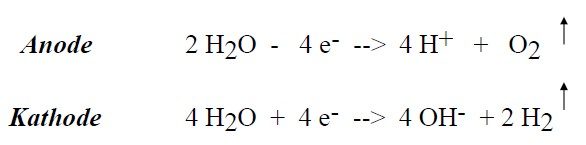
Abb. Nr.1: Elektrodenprozess
Nach erfolgter Wasserelektrolyse folgen weitere physikochemische Einzelschritte:
Elektrophorese
Unter Elektrophorese versteht man die Wanderung elektrisch geladener Teilchen (makromolekularer Art) unter dem Einfluss eines elektrischen Feldes. Die Wanderungsrichtung wird dabei von der Richtung des elektrischen Feldes und von dem Ladungspotential der Teilchen bestimmt.
Verwendet man eine wässrige Dispersion kationischer Filmbildner, so wandern die Polymermoleküle auf die Kathode zu.
Elektrokoagulierung
Die durch Elektrophorese sich in Richtung Kathode bewegenden Kationen durchlaufen in der Nernstschen Diffusionsschicht Bereiche steigenden pH-Wertes, so dass sie auf ihrem Wege zur Elektrode durch Absättigung mit Hydroxylionen koagulieren (Gl.4).
Elektroosmose
Trifft das lockere, wasserhaltige Koagulat auf die Elektrode, so wird die ursprünglich mobile Phase fixiert. Die Folge ist eine Rückwärtsbewegung der ehemals statischen Phase. Hydroxylionen werden von der Kathode abgestoßen und wandern ab.
Schichtaufbau
Die Menge des abgeschiedenen Lackmaterials richtet sich nach der geflossenen Strommenge (Formel 1).
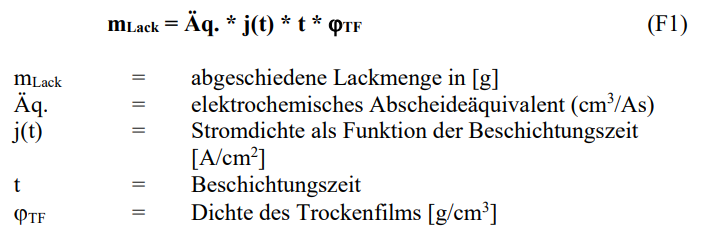
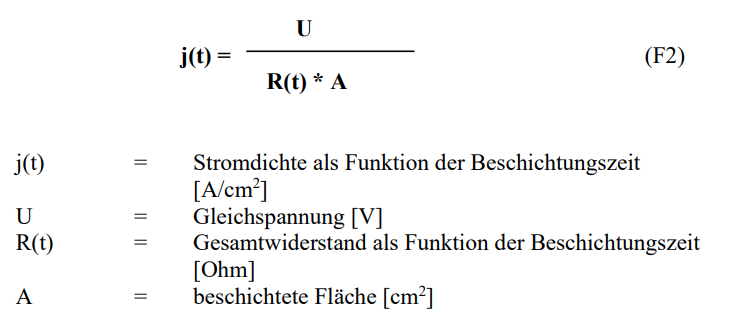
Das Wachstum der Lackschicht während des Applikationsprozesses geht nicht konstant vor sich, vielmehr ist die Geschwindigkeit der Abscheidung örtlich zu Beginn sehr hoch, mit zunehmender Beschichtungszeit fällt der Stromverbrauch rasch ab und nähert sich asymptotisch gegen 0. Nach dem Ohmschen Gesetz (Formel 2) sinkt damit die Stromdichte und der Abscheideprozeß verlangsamt sich.
Die Schichtleitfähigkeit bzw. der Schichtwiderstand ist eine charakteristische Kenngröße für ein ET-Lackmaterial.
Diese haben unmittelbare Relevanz auf das Umgriffsverhalten, d.h. die Eigenschaft, auch kompliziert geformte Hohlkörper innen zu beschichten. Je höher der Naßfilmwiderstand eines ET-Lackes ist, um so besser sein Umgriff. Grundsätzlich sollte ein Elektrotauchlack so konzipiert sein, daß er zunächst eine gute Außenbeschichtung mit definierter Schichtdicke zuläßt. Im Verlaufe des Schichtzuwachses nimmt die Isolationswirkung ständig zu, so daß die Feldstärke im Außenbereich rapide abfällt. Dementsprechend verlagern sich die Feldlinien zunehmend in den Hohlkörper mit der Folge einer verstärkten Innenraumbeschichtung. Weitere Einflussgrößen für die Schichtbildung sind die Polymerviskosität, die Badtemperatur, der Festkörper des Lackmaterials und der Neutralisationsgrad.
Vernetzung
Nach erfolgter Abscheidung des Elektrotauchlackmaterials wird der Elektrotauchlackfilm gespült und in einem konventionellen Konvektionsofen eingebrannt. Die Durchlaufzeiten betragen je nach Lackmaterial und Metalldicke 15-30 min bei Umlufttemperaturen um 180°C-220°C. Die Einbrennbedingungen sind 15 min 165°C (bis 175°C). Dieser Vorgang ist erforderlich, um eine Verknüpfung der polyfunktionellen Kunstharze zu räumlich vernetzten Lackfilmen zu gewährleisten. Der Elektrotauchlackfilm erhält dadurch die notwendigen mechanisch-technologischen und korrosionsschützenden Eigenschaften.
Stand der Technik
Der Stand der Polyurethanchemie in der KTL-Technologie geht von hydroxyaminofunktionellen Epoxidharzsystemen und blockierten aromatischen Isocyanatsystemen aus. Der hauptsächliche Grund für die Verwendung von aromatischen Isocyanatsystemen ist die erhöhte Abspaltungstendenz des Blockierungsmittels und die hervorragenden Korrosionsschutzeigenschaften. Die Einbrenntemperatur von blockierten aromatischen Isocyanatsystemen (bezogen auf das gleiche Blockierungsmittel) liegt 20°C bis 30°C niedriger als die der aliphatischen blockierten Isocyanatsystemen. Die unterschiedliche Thermostabilität der verschiedenen Urethangruppen ist für die Polyurethanbildung von großer Bedeutung. Durch thermische Umsetzung mit hydroxyfunktionellen Filmbildnern, kann man thermisch beständigere Polyurethane erhalten. Es lassen sich nämlich verhältnismäßig leicht geschützte Isocyanate herstellen, die bei Raumtemperatur völlig inert sind und auch mit Wasser und mit Lösungsmitteln, die Hydroxylgruppen enthalten, nicht reagieren. Durch Temperaturerhöhung werden unter Abspaltung der Schutzgruppen wieder freie Isocyanatfunktionen generiert. Diese addieren sich nun z.B. an Polyhydroxylverbindungen oder Polyaminoverbindungen zu stabilen Polyurethanen bzw. Harnstoffderivaten und bewirken hierdurch die Endvernetzung.
ETL-verarbeitende Betriebe sind daran interessiert sogenannte „low-bake“ Systeme zu nutzen, da sie bei erniedrigten Einbrenntemperaturen (130°C bis 140°C) Energie und damit Kosten einsparen können. In der Anfangszeit der Polyurethanchemie im KTL-Bereich setzte man verkappte Vernetzer ein, die eine Vergilbung der auf der KTL applizierten Lackschichten verursachte. Aus dem zunehmenden Qualitätsbestreben von Lackverarbeitern und Lackherstellern resultierte die Entwicklung eines „non-yellowing“ Systems, das auf verkappte MDI-Vernetzer basiert.
Eine unerwünschte Vergilbung der darüberliegenden Lackschichten wird durch das erhöhte Molekulargewicht des MDI vollständig unterbunden.
Herstellung von Urethanen
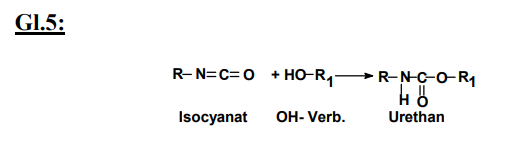
Urethane sind die Ester der Carbamidsäure mit der allgemeinen Formel H2NCO-OR. Sie werden auch als Carbamate bezeichnet. Im Gegensatz zur Carbamidsäure sind die Urethane stabile Verbindungen. Erreicht wird die Darstellung von Urethanderivaten durch nachfolgende Reaktion:
Herstellung von Urethanen durch Umsetzung von Isocyanaten mit hydroxyfuntionellen Verbindungen (konventionell)
Außerdem gibt es noch alternative Herstellmethoden, die bislang keinen besondere Bedeutung erhalten haben.
Vernetzungsmechanismus
Bei der Reaktion zur Vernetzung der Filmbildner handelt es sich um eine Kondensationsreaktion. Durch Verknüpfung der polyfunktionellen Kunstharze (HOR2) entstehen bei höheren Temperaturen räumlich vernetzte Lackfilme (c).
